Le XIX e siècle connait l'explosion de la filature du coton. Les anglais sont les inventeurs des machines et les principaux producteurs mais ils sont rattrapés à la fin du siècle par les Etats Unis. En France c'est bien sur dans le Nord, en Alsace et en Normandie que l'on filera le coton. Toutes ces usines énormes ne sont que des souvenirs, elles ont été démolies ou au mieux converties en centres culturels ou en HLM.
 |
| Dans le cartouche, la modeste usine Schlumberger à Guebwiller en 1808, l'eau est la force motrice. La même usine 100 ans plus tard. |
 |
| Moteur à vapeur monocylindre. La force des moteurs varie de 100 à 1000 chevaux vapeur ( 73kW à 730kW) |
 |
| Moteur Compound de 1000 CV (la vapeur se détend dans 2 pistons successifs) |
 |
| Filature ELM à Oldham Les filatures sont des bâtiments de plusieurs étages à l'allure de châteaux forts. Les chaudières et la machine à vapeur sont dans un bâtiment annexe |
Cet article traite du fonctionnement d'une filature, un autre article traite du fonctionnement de la mule Jenny originale (spinning Jenny) et un troisième de la mule Jenny automatique (renvideur)
Le coton est une substance fibreuse et duveteuse qui enveloppe les graines des diverses variétés du cotonnier (Gossypium). Il se cueille quand les capsules à semence qui le renferment s'ouvrent à la maturité et que le duvet floconneux s’en échappe ; c’est ce qu’on appelle la récolte. Les principaux producteurs sont les Etats Unis (sauf durant la guerre de Sécession) et l'Egypte suivis des Indes et du Brésil.
Le coton récolté passe à l’égreneuse qui sépare le duvet de la graine. Puis il est amené dans des centres où il est pressé et mis en balles au moyen de presses hydrauliques ; c’est dans cet état qu’il arrive dans les filatures.
L'énergie
Au début du siècle la seule énergie disponible est celle des chutes d'eau. Celles ci ne peuvent faire tourner que les quelques machines de petites usines.
Le XIX e siècle est celui de la vapeur. les chaudières et les machines sont installées dans un bâtiment séparé avec une grande cheminée caractéristique souvent ornée du nom du fabricant. L'énergie est transmise par une série de courroies et de poulies à la filature qui comporte généralement plusieurs étages au plafond traversé par des arbres de force. Les machines embrayent ou débrayent de ces arbres en passant d'une poulie folle à une poulie fixe (solidaire de l'arbre).
A la fin du siècle le moteur électrique fait une timide apparition mais il est utilisé en remplacement de la machine à vapeur. On perd ainsi son principal avantage que l'on n'exploitera vraiment qu'au XXe siècle: avoir un ou des moteurs par machine que l'on arrête et démarre à volonté.
 |
| Plan d'un étage de la filature ELM. De droite à gauche: Ouvreuses et batteuses (séparées car produisant beaucoup de poussière), Rope Race (chambre de passage des courroies), Cardeuses, bancs à broches, bancs d'étirage. |
 |
| Les ateliers sont traversés par des arbres de force ( ici les cardeuses). Au début du XXe siècle la machine à vapeur de l'usine entrainera une dynamo, quelques machines auront leur moteur électrique mais les poulies ne disparaitront vraiment qu'après les années 30 |
 |
| Brise balles Hetherington |
 |
| Le coton passe entre 3 séries de rouleaux à dents et est emporté par un tapis |
 |
| La chargeuse brise-balles effectue le mélange du coton si nécessaire , puis dans la salle des batteuses on passe à l'ouvreuse et ensuite à un premier batteur, puis à un batteur finisseur |
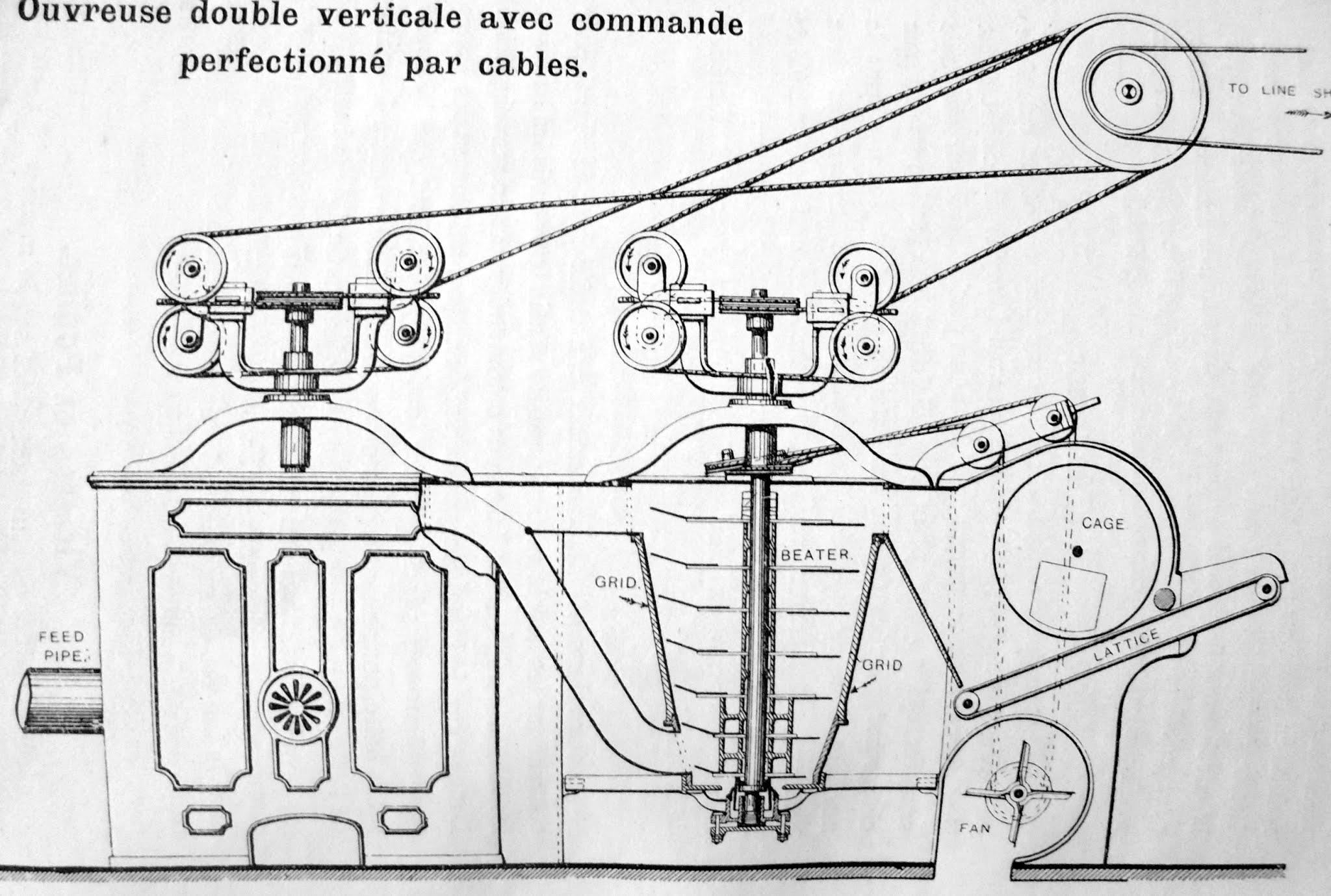 |
| Ouvreuse verticale. Le coton est introduit à la base, les matières légères (le coton) projetées par les battes remontent alors que les matières lourdes sont projetées horizontalement. |
 |
| Carde manuelle à rouleaux décrite par de La Platrière en 1800 |
 |
| Banc d'étirage |
 |
| Mécanisme d'une peigneuse. Inventée en France par Heilmann mais principalement produite par Hetherington & Sons. C'est une machine complexe dont le mouvement imite celui qui peigne ses longs cheveux en prenant mèche à mèche et en passant la brosse. |
 |
| Banc à broches Platt |
 |
| Métier en continu. Elle comporte des rouleaux dévideurs et un "rouet" perfectionné. Descendante de la machine d'Arkwright, elle ne convient pas pour les "gros numéros" ( les fils fins) |
 |
Renvideur Descendant de la mule Jenny, c'est la machine la plus complexe de la filature, son chariot et ses broches tournantes effectuent un mouvement alternatif subtil. Son fonctionnement est expliqué ici |
Le traitement du coton
Pour transformer le coton en fil continu on a recours aux mécaniques suivantes :
1° La brise-balles et la machine à mélanger. - Le coton brut est épluché et jeté ensuite par parties à peu près égales dans les bacs-mélangeurs. Tout travail à la main pour cette opération est supprimé par cette machine.
2° La chargeuse automatique, qui transmet régulièrement et automatiquement une. même quantité de coton à la mécanique décrite au numéro suivant.
3° L’ouvreuse. — Cette machine sert à ouvrir les flocons par le battage, et simultanément à enlever les grandes impuretés ainsi que les fibres trop courtes. Le coton y est ensuite enroulé, sous forme de nappe, autour d’un tuyau creux de façon à ce que les différentes couches ne puissent coller ensemble ; on
obtient ainsi des nappes d’une même longueur et autant que
possible d’un même poids.
 |
| Chargeuse C'est un tapis roulant à aiguilles qui passe en haut devant un rouleau débourreur |
 |
| Ouvreuse verticale( Crighton) combinée avec un batteur |
4° Le premier et
 |
| Carde à chapeaux tournants |
 |
| Carde à chapeaux tournants. On a une centaine de chapeaux monté en chaine circulant dans le même sens que le grand tambour à une vitesse différente. |
 |
| Banc à broches. Ils assemblent et tordent plusieurs rubans. |
Après ce traitement (le dernier banc d’étirage ou la peigneuse) le coton est propre à subir les opérations nécessaires pour le transformer en fil, la dernière phase de la filature. On emploie à cette fin trois bancs à broches et une mécanique qui donne la dernière torsion aux fils.
 |
| Renvideur Grün. Version Alsacienne du renvideur Platt |
Quelques filatures
 |
| Filatures Lion and Bee Royton. Deux unités de 100 000 broches, machines Platt. Lion a survécu mais pas Bee Comme toutes les grandes usines on recherchera d'abord les voies d'eau et plus tard l'accès facile au chemin de fer. |
 |
| Milton Spinning Company. Mossley Démolie en 2002 |
 |  |
| Filature de Douville sur Andelle. Cette cathédrale brula en 1874 (accident fréquent pour une filature) La première filature fut construite sur les ruines d'une vraie abbaye vendue comme bien national | Filature Motte-Bossut à Roubaix. Ce château fort fut construit pour Louis Motte-Bossut qui décida en 1843 de se lancer dans le coton Aujourd'hui c'est le centre des archives historiques du travail |
 |
| La cotonnière Lilloise. Lille Construite à la toute fin du siècle et équipée de machines Platt C'est aujourd'hui Eura Technologies |
 | ||
| Filature Cartier-Bresson (la famille du photographe) à Pantin. Le siège social et le magasin de vente était au 86 bd Sebastopol à Paris. Je suis assez vieux pour avoir connu le magasin d'exposition de machines textiles Terrot 94-96 Bd Sébastopol. La région parisienne aussi a eu ses filatures |

 |
| Filature à Varano. La seule à soigner son espace intérieur |
 |
| Filature de 30 000 broches à Tannwald. Bohème ( Tchéquie) Notez à gauche la demeure patronale et le cadre champêtre. L'architecte est sir Philip Sidney Stott de Manchester |
 |
| Filature du Baron de Liser à Schlan Bohème ( Slany en Tchéquie) Le bâtiment, abandonné, existe toujours. |
 |
| Fall river Iron Works. Massachusetts. Elle comptera 450 000 broches |
| La première filature de coton du Japon établie par le seigneur de Satsuma en 1866: Kagoshima böseki-köjö. Il y a alors 260 clans au Japon mais les clans Satsuma et Choshu joueront un rôle essentiel dans le renversement du gouvernement shogunal et l'instauration de l'ère Meiji. Satsuma disposera d'une marine de guerre construite avec l'appui des britanniques tandis que Choshu formera l'essentiel des cadres de l'armée impériale. Le japon importe des machines Platt et Hartmann, en 1873 on construit la "Gala Spinning Machine" |
 |
| Filature à Osaka 1888 Notez l'évolution en 20 ans d'avec Kagoshima Vers 1890, sous l'impulsion de Shibuzawa, les filatures de coton japonaises forment un cartel qui disposera d'une faculté de marchandage étendu sur le marché mondial du coton |
 |
| Filature Fuji. Fuji, comme Mitsubishi, sont des Zaibatsu, des conglomérats présents dans presque tous les secteurs de l'industrie. A la fin du XIX e siècle, le textile emploie la moitié de la main d'œuvre industrielle et représente l'essentiel des exportations japonaises. Le Toyota Commemorative museum of industry and technology contient un pavillon réservé à l'industrie textile unique au monde. |
 |
| Filature Kohinoor Bombay Bombay fut "la Manchester de l'Est", elle profita de la guerre civile américaine, il n'en reste pas grand chose. |
 |
| Filature à Rio de Janeiro |
Quelques termes utiles pour lire la documentation anglaise
Strap, gear: courroie, engrenage
First motion shaft: arbre moteur (principal)
Fast-pulley, loose-pulley: poulie fixe, poulie folle
Spindle: broche
Creel: cantre
Bale breaker: brise balles
Beater scutcher: batteur nappeur
Slubbing frame: banc à broches en gros
Roving frame: banc à broches
Drawing frame: banc d'étirage
Spinning frame: métier à filer en général ou renvideur
Ring spinning frame, Throstle: métier en continu
Self acting: renvideur
Sources et références
- Aide mémoire de l'industrie textile. D de Prat 1920
- Faut-il des mécaniques allemandes dans l'industrie textile ?. A Hullebroeck
- Filature D'Erstein. Un site détaillant l'histoire de la filature de laine de cette ville du Bas Rhin.
- Catalogues Hetherington, Curtiss, Platt
- Traité théorique et pratique de la filature du coton. Lamoitier 1926
- Filature du coton. Paul Dupont
- Aide mémoire de la filature du coton Haeffelé, Dupont, Flamand
- La mécanisation de la filature
- Les grandes industries (filature de la Foudre). Turgan 1863 tome III