La mule Jenny est utilisée pour obtenir du fil, particulièrement du fil de coton, à partir d'un ruban (d'une mèche) obtenu par cardage (éventuellement peignage). On va étirer et tordre ce ruban, puis l'enrouler sur une bobine.
"Le premier renvideur automatique (self acting mule) est un des plus grands triomphe du génie mécanique jamais réalisé et une démonstration de la faculté d'invention de la nature humaine surpassant tout ce qui avait été accompli jusqu'ici". Ainsi s'exprimait R Marsden en 1884 dans son ouvrage "Cotton spinning". Son admiration me semble toujours méritée: la réalisation d'une machine aussi complexe avec les moyens mécaniques du XIXe siècle est un réel exploit.
 |
| Mule Curtis |
La mule Jenny est constituée d'une grande têtière (A) comportant le mécanisme de commande et sur laquelle sont les bobines de mèches, des cylindres laminoirs et d'un chariot mobile (B) portant les broches des canettes qui va se déplacer entre la grande têtière et la petite têtière (C).
Le chariot mobile comporte aussi deux guides du fil: la baguette et la contre baguette.
Un fil va être constitué par l'étirage et la torsion de une ou plusieurs mèches ensembles lors de la sortie du chariot le fil sera ensuite enrouler sur la canette (bobiner) à la rentrée du chariot (renvidage).
Le fonctionnement va se dérouler en 4 temps ( périodes):
- Sortie du chariot: torsion et étirage.
Les broches tournent, la baguette est relevée ce qui fait que le fil a un angle obtus avec la broche et donc glisse vers l'extrémité et se tord. En même temps les rouleaux laminoirs ( généralement 4 paires) retiennent un peu le ruban et celui-ci s'étire. - Chariot arrivé à la petite têtière immobile: torsion supplémentaire.
Les broches continuent de tourner permettant une torsion supplémentaire. - Chariot immobile: dépointage.
La baguette s'abaisse et les broches tournent en sens inverse pour dégager le fil enroulé à l'extrémité (dépointage). Pour maintenir la tension du fil lors de cette opération qui libère une longueur de fil la contre baguette équilibrée par un contre poids se relève. - Retour du chariot: renvidage et empointage.
Les broches tournent, le fil s'enroule guidé par la baguette d'abord baissée puis qui remonte progressivement. C'est le renvidage. En fin de parcours la baguette est au plus haut pour que le fil puisse glisser à nouveau (empointage)
Sur les premières mules Jenny (demi-renvideurs) seules les deux premières périodes sont automatiques. Sur certaines des premières mules la torsion ne s'effectue que lorsque le chariot était complétement sorti.
Le passage d'une période à une autre se nomme évolution.
L'ensemble des quatre périodes se nomme une aiguillée dont le résultat est le dépôt d'une nouvelle couche de fil sur la bobine (longueur habituelles entre 1,4m et 2m).
Un groupe de deux mules est généralement conduit par un "fileur" et deux (trop) jeunes "rattacheurs".
Mécanismes utilisés
Au XIXe siècle on ne peut pas mettre sur une machine des moteurs électriques qui démarrent et qui s'arrêtent pour réaliser des mouvements successifs.
La seule source d'énergie est la machine à vapeur de l'usine, installée dans un bâtiment attenant, dont le mouvement régulier est transmis par des courroies et des poulies. Les ateliers sont traversés par des arbres de force au plafond. Une machine démarre et s'arrête quand on embraye ou on débraye la courroie qui la relie à une poulie de l'arbre.
Ce sont donc des courroies, ou des cordes (quand la force demandée est moindre), entrainées par des poulies qui sont les éléments essentiels. Les engrenages peuvent transmettre le mouvement mais ils sont fixes et ne peuvent réaliser une "boite de vitesses" moderne.
Les embrayages sont réalisés soit par des griffons soit par des manchons en cuir.
Les griffons (embrayages à griffes) consistent en deux plateaux portant des dents de scie . Lorsque l'on rapproche les plateaux l'embrayage est brutal mais le griffon même embrayé peut servir aussi de roue libre lorsque l'axe tourne en sens contraire de la coupe des dents.
L'embrayage le plus utilisé est un manchon de cuir que l'on appuie sur un poulie femelle. L'embrayage à disque n'apparaitra qu'à la fin du siècle.
 |
| Mécanisme à ressort et rochet ne transmettant le mouvement que dans un sens |
Pour débrayer la machine de l'arbre de force on déplace la courroie d'une poulie fixe à l'arbre à une poulie folle (une poulie folle tourne sur l'arbre mais n'en est pas solidaire)
Le changement de vitesse ne se réalise le plus souvent qu'à l'arrêt. Sur les tours on a deux axes portant des poulies dont les diamètres forment des cônes inversés. Le changement de vitesse s'obtient par déplacement de la poulie. L'équivalent en engrenages n'apparaitra qu'après 1900.
Sur la mule Jenny, pour changer la vitesse de torsion on change deux engrenages qui sont simplement clavetés.
 |
| Inversion de marche |
L'inversion de marche se fait par déplacement d'une courroie d'une poulie fixe à une poulie folle sur l'arbre primaire. La poulie fixe entraine l'arbre secondaire par une courroie ou par un ensemble de 3 engrenages (donc l'arbre secondaire tourne dans le même sens que le primaire). La poulie folle entraine l'arbre secondaire par une courroie croisée ou un ensemble de deux engrenages.
Lorsque l'on déplace le chariot de la mule jenny il faut éviter les démarrages et les arrêts brutaux. Pour cela on utilise des scrolls , c'est à dire des poulies "escargots" sur lesquelles viennent s'enrouler et se dérouler la corde de traction. Au démarrage le scroll est sur le petit diamètre (un tour délivre peu de corde), puis la corde parcourt l'escargot, le diamètre augmente (un tour délivre plus de corde) et le chariot accélère pour une même vitesse de l'arbre.
Un frein est utile pour maintenir le chariot immobile lorsqu'il est complétement sorti. Les freins de l'époque consiste en une poulie sur laquelle vient s'appuyer un patin garni de cuir.
 |
| scrolls d'un renvideur |
Le plus difficile à réaliser dans le cas de la mule Jenny est le "programmateur" mécanique.
Un programmateur moderne est un dispositif localisé qui communique avec des capteurs et des actionneurs par des fils électriques, un programmateur mécanique est un dispositif diffus constitué de mécanismes répartis dans toute la machine.
Le programmateur du renvideur va être réalisé à grand renfort de leviers, de cames, de chaines, ...., déclenchées soit par le mouvement du chariot, soit par la rotation des broches.
Fonctionnement
Mouvements nécessaires pour les quatre périodes:
Le mouvement qui demande le plus de force est la rotation rapide des milliers de broches lors de la torsion , l'effort est moindre quand les broches tournent lentement, en sens inverse pour le dépointage ou en sens direct pour le renvidage.
On va utiliser une version modifiée de l'inverseur décrit ci-dessus ou c'est l'arbre primaire (moteur) qui
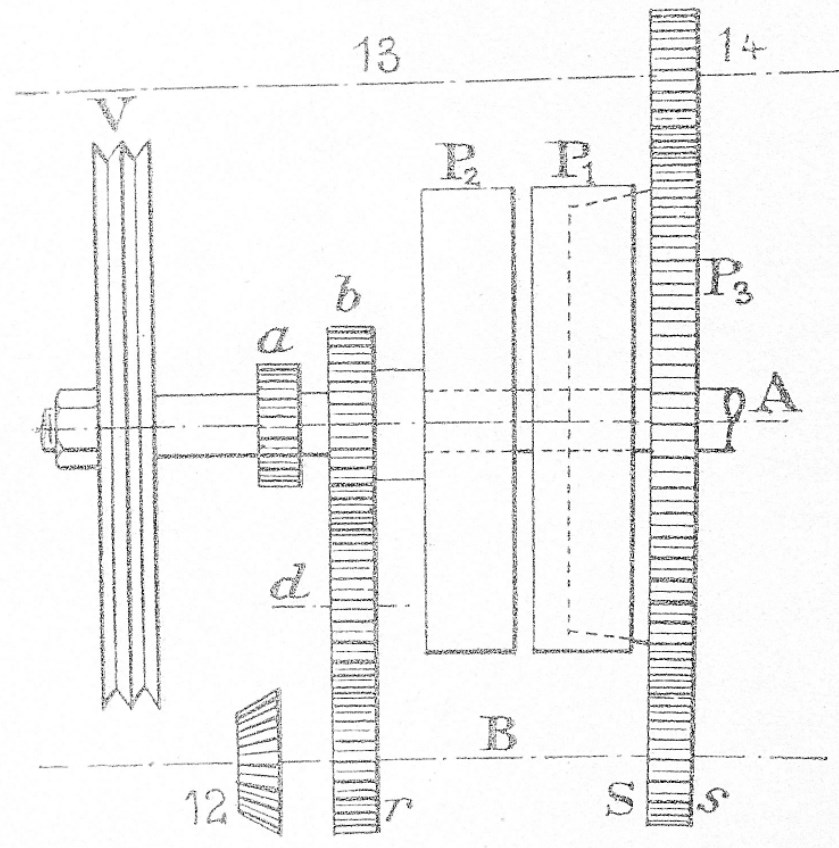
commande la rotation des broches par la poulie V dont le mouvement doit être inversé. On retrouve la poulie fixe P1, la poulie folle P2 mais on a en plus un engrenage P3, fou sur l'arbre, avec un embrayage .
 |
Mécanisme du renvideur.
A est l'arbre moteur, B est dit arbre de dépointage
Le volant V entraine les broches.
Le pignon a entraine l'arbre de main douce et les cylindres par des griffons
12 entraine les scrolls par un griffon et 13 l'arbre à deux temps |
Quand la courroie est sur P1 on transmet un maximum de force parce qu'il n'y a pas d'intermédiaire, quand on passe sur P2, P3 se met a tourner en sens inverse à cause du train b d r qui commande l'arbre secondaire (arbre de dépointage) dans le même sens que l'arbre primaire, mouvement inversé par les engrenages s P3. Si on embraye P3 sur P1 l'arbre primaire tourne donc en sens inverse.
On va avoir besoin de plusieurs autres entrainements:
- cylindres
- sortie de chariot (mains douces)
- rentrée de chariot (à scrolls)
- Baguette (arbre virgule)
On voit sur le schéma que les arbres correspondants sont commandés par des embrayages à griffons ou à friction.
Il faut un chef d'orchestre pour le mouvement d'aller et retour du chariot: c'est l'arbre à deux temps (ou le mouvement à loquet dans certains modèles)
 |
L'arbre à deux temps MN porte une friction C. Celle ci est normalement débrayée de la cloche à friction E, qui tourne constamment, par le ressort B. Le balancier agit sur les tiges 17 et 16 qui font passer le levier 15 d'une rampe à une autre (13,14) . Une rampe sélectionnée est dans sa partie la plus épaisse et commence par pousser l'embrayage, l'arbre effectue un demi tour et la rampe devenant moins épaisse débraye l'arbre.
Sur l'arbre, en F on a la came de changement de courroie et en G la came d'embrayage de sortie de chariot (mains douces) |
Cet arbre a deux positions, fait un demi tour quand le chariot atteint la têtière ou la contre têtière. Ceci est obtenu par un balancier que le chariot fait osciller en bout de course.
L'arbre à deux temps est muni d'un plateau avec deux rampes concentriques, de pente opposée. Un levier solidaire du balancier va passer d'une rampe sur l'autre. En poussant sur la rampe le levier embraye l'arbre à temps sur un axe dérivé de l'arbre primaire. L'arbre à deux temps tourne et débraye de lui même après un demi tour à cause de la rampe.
On dispose ainsi d'un chef d'orchestre commandé par le déplacement du chariot qui va devoir commander les mouvements suivants:
Si l'arbre à deux temps commande bien le passage en torsion supplémentaire et le retour à l'étirage, il ne commande pas le passage au dépointage et au renvidage.
L'arbre a deux cames, l'une commandant le changement de poulie et l'autre l'embrayage de sortie de chariot
Il faudra deux mécanismes supplémentaires commandés par la rotation des broches: l'un retardant le passage sur la poulie folle (commandé par l'arbre à deux temps en fin d'étirage), l'autre arrêtant la friction de dépointage et engageant celle de renvidage.
Pour la torsion supplémentaire, l'arbre moteur est terminé par une vis sans fin V engrenant sur un pignon agissant sur le bec de canard B d'un levier L qui bloque le passage sur la poulie folle tant qu'il n'est pas relevé. Pour modifier la durée de ce compteur de torsion on change les pignons intermédiaires.
Dans le châssis du chariot un levier en forme de fourche (dit gueule de loup) va baisser un levier coudée quand le chariot arrive à la petite têtière forçant la tringle horizontale T à se déplacer dans le sens la flèche ce qui provoque l'embrayage par le levier L de la friction de dépointage. Ceci prépare la chute de la cloche de renvidage qui ne sera effective que quand la butée du levier e sera dégagée par la commande de fin de dépointage.
Quand la courroie passe sur la poulie folle l'arbre moteur se met à tourner en sens inverse et c'est le dépointage.
 |
| Plateau virgule en P et son mécanisme de rochet/ressort (C II) |
Pour l'arrêter, l'arbre des tambours sur le bâti du chariot porte un plateau nommé virgule fou quand les broches tournent en sens direct et solidaire de l'arbre en sens inverse. Ce plateau a un moyeu hélicoïdal à laquelle est attaché une chaine, dite chaine de dépointage qui s'enroule dès que le plateau tourne et va soulever la gueule de loup, la tige T est alors repoussée par le ressort, le recul du levier L débraye la friction de dépointage et le levier e libère la cloche ce qui provoque l'embrayage du renvidage.
Commande du chariot
La sortie et la rentrée sont commandées par deux systèmes cordes/contre cordes différents. La rentrée devant se faire en douceur est commandée par scrolls.
 |  |
Schéma de principe du déplacement du chariot.
A la sortie quand la corde A tire la contre-corde B empêche un mouvement trop brutal.
Les scrolls de rentrée ont leur plus grand diamètre au centre. A la rentrée les cordes sont donc d'abord sur un petit diamètre, passent sur le grand diamètre puis à nouveau sur un petit diamètre. Le chariot démarre doucement, accélère puis ralentit. | Vue arrière d'un renvideur Curtis |
|
La sortie de chariot (mains douces) est embrayé par un griffon (voir schéma Pratt plus bas) commandé par la came G de l'arbre à deux temps.
Un crochet d'arrêt ou un frein est nécessaire pour maintenir le chariot immobile en fin de sortie.
La rentrée du chariot est provoquée en fin de dépointage par l'embrayage de la friction de renvidage par la virgule
Commandes des broches
Le chariot comporte sur toute sa largeur un tambour (en fer blanc) qui est entrainé via des poulies de renvoi par le volant de l'arbre moteur. lors de la torsion. Chaque broche est entrainée par le tambour grâce à une corde.
 |  |
| Entrainement du tambour I qui occupe toute la largeur de la machine. | Passage du mouvement du tambour par une corde à la broche. |
La torsion supplémentaire en fin de sortie du chariot pose problème car il faut retarder le passage sur poulie folle par la came F. Ceci est obtenu par un loquet de verrouillage qui n'est libéré que lorsqu'une vis sans fin en bout d'arbre moteur aura fait tourner une butée.
Le dépointage commence alors commandé par un plateau monté sur l'arbre des tambours du chariot nommé virgule. Celle ci va provoquer le débrayage de la friction de dépointage et l'embrayage de la friction de renvidage.
La rotation lente des broches durant le renvidage doit être synchronisée avec le déplacement du chariot qui ne se déplace pas à vitesse constante.
 |
| Coupe d'un renvideur. Sur ce modèle la vitesse de rotation des broches au renvidage est asservi à la vitesse de rentrée (variable à cause des scrolls) par le barillet Ba' (solidaire de l'axe des broches durant la rentrée, fou durant la sortie) relié par une chaine Ba'S au bâti. Le point d'attache I varie à l'aide d'une manivelle manœuvrée par le fileur ou par un régulateur automatique en fonction du remplissage de la bobine |
Au début du renvidage le pignon S', solidaire de la poulie de renvoi Md', engrenant avec un secteur Se, fait tourner celui-ci de gauche à droite, autour de son centre O. La vitesse de déplacement du point S du secteur est inférieure à celle du chariot et la chaine SBa' se tend puis fait tourner le barillet Ba' qui entraine les broches à la même vitesse que le chariot. La vitesse de rotation doit aussi tenir compte du remplissage de la bobine, ce qui est obtenu en faisant varier le point d'attache de la chaine le long du levier SO (plus celui-ci est rapprochée O plus la vitesse de broche est grande). Un galet G coulissant dans Co appuie sur la chaine en fin de rentrée pour augmenter la vitesse de rotation.
Commande des cylindres
Les cylindres doivent être embrayés en sortie de chariot. Cela est obtenu par un griffon.
Il y a généralement 3 groupes de cylindres (alimentaire, intermédiaire, délivreur) liés par engrenages.
 |
| Mécanisme détaillé d'un renvideur Platt |
Commande des baguettes
La baguette doit être levée lors de la sortie du chariot pour que le fil glisse, elle doit s'abaisser au point de renvidage au début du retour du chariot et se relever durant le retour. La contre baguette maintient la tension du fil et a un mouvement opposé.
Durant le dépointage la baguette est commandée par la virgule V ( voir schéma du paragraphe commande des broches) , montée sur l'arbre des broches et relié à la baguette par une chaine. La virgule est folle sur l'arbre des broches pendant la rotation en sens direct et est solidaire de l'axe durant le dépointage, elle enroule alors la chaine et fait baisser la baguette et relever la contre baguette.
Durant le renvidage, la baguette Ba est guidée par un levier LR dont un galet roule sur une règle. En Re' la baguette s'abaisse (produisant une couche descendante sur la bobine), puis remonte lentement en parcourant la pente Re" plus faible (produisant une couche ascendante). Quand on atteint le butoir Bu Le levier de liaison L libère la baguette.
Performances d'un renvideur type
Les chiffres sur le diagramme indiquent les diamètres en mm.
On a en outre les diamètres suivants :
Volant : 500. Poulie de torsion: 300. Tambour des broches: 290. Noix des broches:35. délivreur: 27. alimentaire: 27. poulie main douce (sortie de chariot):185.
Vitesse des broches :
450 x 50/30 x 29/35 = 6214 t/mn
Vitesse de débit du cylindre alimentaire
450 x 34/120 x 27/110 x 45/100 x 27ᴨ = 1 m/mn
Vitesse de débit du cylindre délivreur est:
450 x 34/120 x 27ᴨ = 10 m/mn
Vitesse de la main douce:
450 x 34/12 x 23/50 x 19/57= 11 m/mn
L'étirage entre le cylindre alimentaire et le cylindre délivreur est donc de 10
L'étirage total est de 11
Le numéro du ruban entrant étant 5, le numéro de fil sortant sera 55
Si le chariot doit parcourir 1,5m, sa sortie s'effectue en 8 s, durant ce temps les broches auront effectué 800 tours de torsion.
La torsion est proportionnelle aux racines carrées des numéros.
Si l'on veut produire un fil plus fin (de plus grand numéro) il faut changer le pignon P de commande d'étirage par un plus petit pour avoir plus d'étirage. On peut aussi changer le pignon de marche Q par un plus petit pour délivrer moins de fil. Pour augmenter le tirage du chariot on prend un pignon M plus petit.
En supposant qu'une aiguillée se fasse en 15s, la journée de travail étant de 12h, la production journalière théorique est de 4 320 m
On compte à l'époque sur un fonctionnement de 80% du temps, soit 3500 m par broche, soit pour un métier de 1000 broches 3500 km/j de fil.
Les premières mules
 |  |
Première mule française vers 1835.
Roberts déposera les brevets de la mule automatique (self acting mule) en 1825 et en 1830 | Mule semi-automatique.
L'ouvrier assure le renvidage en poussant chariot, en tournant la manivelle V pour faire tourner les broches et en guidant la baguette pour que le fil se rembobine régulièrement |
Les constructeurs de renvideurs
Le renvideur fut inventé vers 1834 par Roberts, les premières machines Sharp Roberts étaient très compliquées et peu fiables. C'est le métier Parr Curtis, plus simple et fiable, qui entrainera une révolution dans la filature du coton.
La mule étant une invention anglaise, les principaux constructeurs sont anglais et localisés le plus souvent autour de Manchester :
Curtis sons (Curtis, Parr Walton),
John Hetherington and sons ,
Platt Brothers Ltd,
Samuel Brook, J Tatham, Vimont,Prince Schmith, Hogson,
Dobson & Barlow, Brooks & Doxey, Asa Lees
Saco-Lowell, Whitin et Draper étaient dans les années 20 les "big three" des machines textiles.
En France les constructeurs sont alsaciens ou du Nord : Koechlin, Grün, Schlumberger (qui deviendra NSC vers 1920), Stéhélin, Muller, Dufosset Allard, Société Alsacienne de Construction Mécanique, Hyo Gatteau.
Renvideur Hetherington
 |  |
Vue avant du renvideur
C'est le seul renvideur de l'époque à chariot métallique. | Vue arrière |
 |  |
Mécanisme.
| Système de maintien de la tension du fil |
Renvideur Curtis
 |  |
Vue avant
Pour une inertie moindre le chariot est principalement en bois | Vue arrière |
 |  |
| Mécanisme | Système à loquets remplaçant l'arbre à deux temps |
Autres renvideurs
 |  |
| renvideur Platt |
| Renvideur Grun (Guebwiller et Lure), système Platt. |
 |
Renvideur NSC ( nouvelle société de construction), ex Schlumberger et Cie, dans les années 20.
Schlumberger avait essayé à la fin du XIXe siècle de présenter un renvideur original, dénommé renvideur Hoffmann à frictions plates, ne comportant que des engrenages et entrainant le chariot par une crémaillère. Celui-ci faisait, parait il, un bruit épouvantable et était plus large que les renvideurs courants (3,70 m contre 3,50 m) . Il avait surtout le gros défaut de se dérégler en vieillissant. |
Sources et sites